Technical Library
Customization of Open Frame Solenoids
Modification and Customization of Open Frame Solenoids

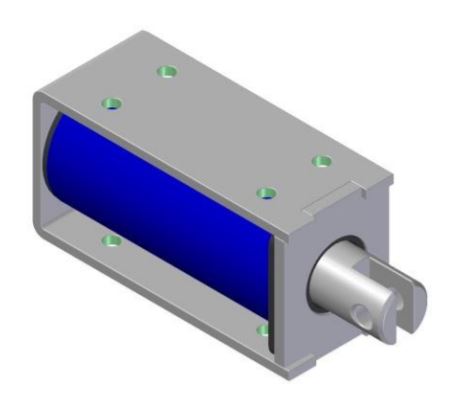
The standard configuration for most open-frame solenoids is pull configuration with a clevis connection to plunger (a slot with cross-hole running through this at 90 deg). Smaller solenoids may have just a cross-hole in the plunger. The solenoid is mounted with threaded holes in one or more of the flat sides. The plunger of the open frame solenoid is normally allowed to close fully against the pole piece, so some degree of residual magnetism is commonly seen.
Solenoids are normally drawn & dimensioned in the energised position (with plunger fully retracted into the body). It should be noted that the construction of openframe solenoids is suited to high-volume production, and modification may add substantially to pricing in small (typically <5k for these parts) volume.
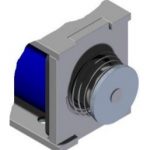
 Spring – Addition of a return spring is a common modification, these can be fitted in many different ways either externally or internally. External springs can be secured with a staked disc, springs can also be secured with an e-ring, shoulder machined on plunger, or fitted in a groove machined in plunger.
Spring – Addition of a return spring is a common modification, these can be fitted in many different ways either externally or internally. External springs can be secured with a staked disc, springs can also be secured with an e-ring, shoulder machined on plunger, or fitted in a groove machined in plunger.
Conical springs can have shorter compressed length, and help prevent end of the spring getting trapped between plunger and sleeve, straight springs may require a stepped washer to control end position. Springs fitted internally will reduce the cross-section of the plunger and force developed by the solenoid. Where springs are required the spring force should be specified at the 0mm (energised), and at a specified extension position.
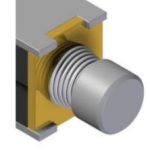
 Plunger Modification – Modification of the plunger attachment is also common. This may be to incorporate threaded hole, e-ring groove, stop washer to avoid residual magnetism. The simplest and cheapest termination in high volume is probably a simple turned groove. Open Frame Solenoid Modification
Plunger Modification – Modification of the plunger attachment is also common. This may be to incorporate threaded hole, e-ring groove, stop washer to avoid residual magnetism. The simplest and cheapest termination in high volume is probably a simple turned groove. Open Frame Solenoid Modification
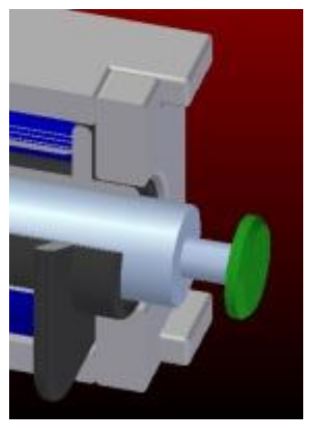
 Pushrod – A pushrod may be added to the solenoid either as an interface to the load, or to provide a means of limiting displacement. It should be noted that fitting a pushrod requires removal of material from the plunger and endstop, and will generally lead to a reduction in the achievable force when energised. When used as a stop, the stroke may be limited by fitting an E-ring, nuts, or by other means.
Pushrod – A pushrod may be added to the solenoid either as an interface to the load, or to provide a means of limiting displacement. It should be noted that fitting a pushrod requires removal of material from the plunger and endstop, and will generally lead to a reduction in the achievable force when energised. When used as a stop, the stroke may be limited by fitting an E-ring, nuts, or by other means.
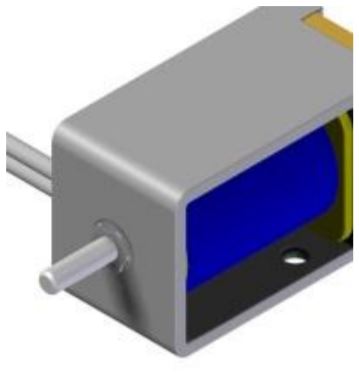
Coil Modification – The coil winding of a solenoid may be modified to optimise for available supply voltage and required duty cycle (ED). It should be noted that coils wound for lower voltage operation use thicker wire and less turns, these are faster to wind and more robust, and in higher volumes may be significantly cheaper. Less common winding modifications involve addition of a diode to clamp ‘back-emf’ spikes, or use of different leadwires to suit a particular connector style.

 Connectors – In the manufacture of coils for open-frame solenoids, the flexible leadwires are usually terminated manually to the coil wire after winding. Where connectors are required, it may be more cost-effective to terminate the connector to leadwire automatically before this is terminated to the coil, than to fit the connector to the completed solenoid.
Connectors – In the manufacture of coils for open-frame solenoids, the flexible leadwires are usually terminated manually to the coil wire after winding. Where connectors are required, it may be more cost-effective to terminate the connector to leadwire automatically before this is terminated to the coil, than to fit the connector to the completed solenoid.
Frame / Mounting Holes – Changes to the frame / mounting hole size and position usually requires tooling. For samples / small volume it may be possible to produce by laser cutting / machining but this is a fairly expensive process. We would generally advise that quantity >10k per annum is required to consider modifications to the solenoid frame.
![]()
+44(0)208 6567788
Geeplus Europe
Worldwide Customer Service
+1 803 549 6422
Geeplus Inc.
South Carolina (USA)
+81 45 662 9705
Geeplus Asia
Yokohama, Japan
Contact Geeplus
We're here to help - Contact Geeplus today!
Follow us on Social Media
Next Generation Motion Control Solutions!
Geeplus Headquarters:
Triple Two Centre, Tannery Close Beckenham, BR3 4BY, UK
©Geeplus Holdings 2019, All Rights Reserved
Privacy Policy
![]() Offices in Europe | USA | Asia
Offices in Europe | USA | Asia